正压密相输送在六氟磷酸锂行业的应用
2025-09-10
六氟磷酸锂(LiPF₆)作为锂离子电池电解液的核心原材料,其高腐蚀性、强吸湿性、对水分/氧气敏感的特性对输送系统提出了极高要求。传统输送方式(如稀相气力输送、机械传送带)易因高速气流导致颗粒破碎、吸潮分解或引入杂质,而正压密相输送凭借低速、高密封性、低破碎率的优势,成为六氟磷酸锂生产及加工环节中关键的输送技术。以下从特性匹配、核心挑战、系统设计及应用价值等方面展开分析:一、六氟磷酸锂的特性与输送核心需求六氟磷酸锂为白色结晶性粉末,典型参数如下:• 粒径:通常为微米级(0.5-50μm,部分团聚体可达100μm);• 密度:1.6-1.8g/cm³(中高密度,流动性较差);• 化学特性:• 极强吸湿性(暴露于空气中1min即可吸潮分解,生成HF、LiF等腐蚀性物质);• 对金属(如Fe、Cu)和水分高度敏感(遇水分解产生HF,剧毒且腐蚀设备);• 静电敏感性(粉末易积累静电,引发粉尘吸附或火花风险)。其输送核心需求包括:1.绝对防潮:全程需隔绝水分(露点≤-60℃),避免吸潮分解导致纯度下降(LiPF₆纯度需≥99.5%);2.低破碎率:颗粒细小(尤其纳米级产品),需避免高速气流冲击导致的粒径分布变宽(影响电解液导电性);3.无杂质污染:防止金属离子、粉尘等杂质混入(锂电池对杂质含量要求≤1ppm);4.连续稳定性:匹配锂电池生产线的高节奏需求(如连续化合成、包装)。二、正压密相输送的适配性分析正压密相输送通过压缩氮气(或氩气)在管道内形成稳定压力差,推动物料以柱塞流/栓流形式低速移动(流速通常3-10m/s),料气比可达20-100:1(远高于稀相的5-10:1),与六氟磷酸锂的输送需求高度契合: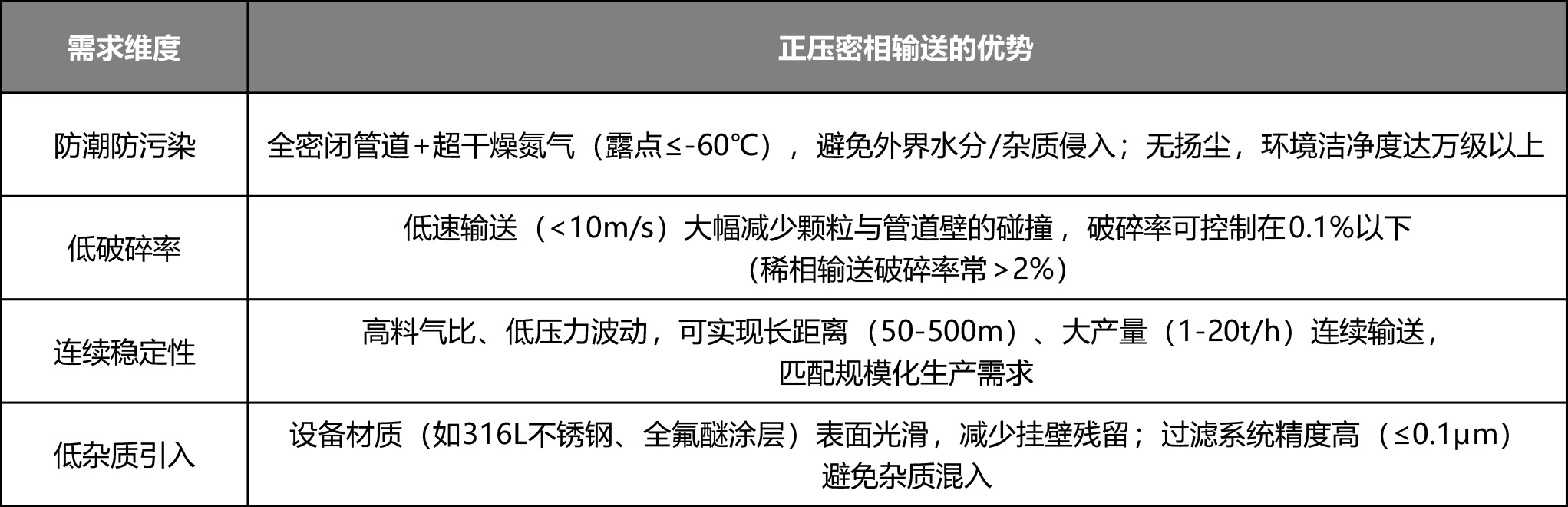 三、关键系统设计与应用要点1. 气体介质与预处理• 气体选择:优先使用高纯度氮气(纯度≥99.999%),避免氧气(防止LiPF₆氧化)和水分(露点≤-60℃,需通过深冷干燥或膜分离预处理)。• 过滤精度:压缩氮气需经三级过滤(前置粗滤→精密滤芯→超滤膜),最终精度≤0.1μm(效率≥99.99%),防止微小颗粒或水分残留。• 无油要求:气体需深度除油(采用活性炭吸附或催化氧化),避免油污附着在LiPF₆表面(影响电解液电导率)。2. 输送工艺参数优化• 料气比:根据LiPF₆粒径和流动性调整,常规微米级粉末(0.5-50μm)建议料气比20-50:1;团聚体(>100μm)可适当降低(15-20:1),避免管道堵塞。• 输送速度:严格控制在3-8m/s(关键!)。速度过低易导致颗粒沉积堵塞;过高则加剧破碎(尤其纳米级LiPF₆)。需通过CFD模拟或中试实验确定最佳流速。• 压力等级:根据输送距离(L)和垂直高度(H)计算压损(ΔP=λ(L/D)(ρv²/2)+ρgH,其中λ为摩擦阻力系数,ρ为LiPF₆堆积密度)。短距离(<100m)可选0.1-0.2MPa表压;长距离(>300m)需0.3-0.5MPa。3. 核心设备选型与设计• 发送罐(给料装置):• 采用“双机械密封+氮气吹扫”设计,确保给料口绝对密闭(泄漏率≤0.1mbar/s)。底部流化板需选用多孔陶瓷或聚四氟乙烯(PTFE)材质(避免金属污染),流化气压≤0.05MPa(防止LiPF₆过度破碎)。• 配备失重秤(精度±0.2%),实现流量闭环控制(按需调节给料量,匹配下游反应釜或包装机产能)。• 输送管道:• 材质:优先选用316L不锈钢(表面抛光Ra≤0.8μm,减少挂料)或全氟醚橡胶(FFKM)衬里管道(耐LiPF₆腐蚀及HF侵蚀)。• 弯头设计:采用大曲率半径(R≥10D)的耐磨弯头(内壁堆焊碳化钨或喷涂陶瓷涂层),减少颗粒冲击磨损(LiPF₆颗粒硬度约HV300-400)。• 分离与除尘:• 末端设置“旋风分离器+布袋除尘器+超滤膜”三级分离:旋风分离器(分离效率≥95%)回收大部分LiPF₆颗粒;布袋除尘器(过滤精度0.5μm)捕集细粉;超滤膜(孔径0.01μm)进一步去除微尘,确保排放粉尘浓度<5mg/m³(符合电池行业超净标准)。• 除尘后的尾气需经除湿+除油+活性炭吸附处理(去除残留HF和有机物),再循环回压缩系统(降低氮气消耗)。4. 防腐蚀与防吸附设计• 设备材质:所有接触LiPF₆的部件(管道、弯头、阀门)需采用316L不锈钢(添加Mo元素提升耐蚀性)或衬氟(PTFE/ETFE)材料,阀门可选全氟醚橡胶(FFKM)密封的全通径球阀(耐温-20~200℃)。• 静电防护:管道、设备需全程接地(接地电阻≤4Ω),内壁涂覆抗静电涂层(表面电阻率≤10⁸Ω);发送罐顶部设置防爆阀(防爆等级Ex d IIB T4 Gb),避免静电火花引发粉尘爆炸(LiPF₆粉尘爆炸极限约50-200g/m³)。5. 监控与安全保障• 关键监测点:• 管道压力(实时监测压降,判断堵塞或泄漏);• 料位计(发送罐料位,避免断料或溢料);• 温度传感器(监测LiPF₆是否因摩擦升温,控制在≤40℃,防止分解);• 湿度传感器(监测输送气体露点,异常时触发报警并切换备用气源)。• 应急措施:• 系统配置紧急切断阀(检测到泄漏或超压时0.5s内关闭);• 车间设置HF气体检测仪(电化学传感器,报警阈值1ppm)和自动喷淋系统(中和HF);• 操作区域配备洗眼器、淋浴室及防毒面具(应对HF泄漏)。四、实际应用价值• 提升产品纯度:全密闭输送避免外界杂质(如金属离子、粉尘)混入,LiPF₆纯度可从99.2%提升至99.8%以上(满足高端锂电池需求)。• 降低生产成本:低破碎率(<0.1%)减少细粉产生(细粉需返工或报废),原料利用率提升5%-8%;高料气比减少氮气消耗(较稀相节省60%以上)。• 保障生产连续性:连续稳定输送匹配锂电池生产线的高节奏(如每小时处理1吨LiPF₆),避免因断料导致的生产线停机(传统机械输送停机维护时间占比15%,正压密相可降至3%)。• 符合环保与安全标准:无粉尘逸散(车间粉尘浓度<5mg/m³),HF泄漏风险降低90%以上,满足《锂电池行业规范条件》及OSHA安全要求。五、总结正压密相输送是六氟磷酸锂行业输送技术的优选方案,其核心优势在于解决高吸湿性、低破碎率、无杂质污染三大痛点。实际应用中需重点关注气体超干燥处理、输送速度控制、耐腐蚀材质选择及全流程密封设计,通过系统优化可显著提升LiPF₆的产品质量和生产效率,是锂电池产业链降本增效的关键支撑技术。
三、关键系统设计与应用要点1. 气体介质与预处理• 气体选择:优先使用高纯度氮气(纯度≥99.999%),避免氧气(防止LiPF₆氧化)和水分(露点≤-60℃,需通过深冷干燥或膜分离预处理)。• 过滤精度:压缩氮气需经三级过滤(前置粗滤→精密滤芯→超滤膜),最终精度≤0.1μm(效率≥99.99%),防止微小颗粒或水分残留。• 无油要求:气体需深度除油(采用活性炭吸附或催化氧化),避免油污附着在LiPF₆表面(影响电解液电导率)。2. 输送工艺参数优化• 料气比:根据LiPF₆粒径和流动性调整,常规微米级粉末(0.5-50μm)建议料气比20-50:1;团聚体(>100μm)可适当降低(15-20:1),避免管道堵塞。• 输送速度:严格控制在3-8m/s(关键!)。速度过低易导致颗粒沉积堵塞;过高则加剧破碎(尤其纳米级LiPF₆)。需通过CFD模拟或中试实验确定最佳流速。• 压力等级:根据输送距离(L)和垂直高度(H)计算压损(ΔP=λ(L/D)(ρv²/2)+ρgH,其中λ为摩擦阻力系数,ρ为LiPF₆堆积密度)。短距离(<100m)可选0.1-0.2MPa表压;长距离(>300m)需0.3-0.5MPa。3. 核心设备选型与设计• 发送罐(给料装置):• 采用“双机械密封+氮气吹扫”设计,确保给料口绝对密闭(泄漏率≤0.1mbar/s)。底部流化板需选用多孔陶瓷或聚四氟乙烯(PTFE)材质(避免金属污染),流化气压≤0.05MPa(防止LiPF₆过度破碎)。• 配备失重秤(精度±0.2%),实现流量闭环控制(按需调节给料量,匹配下游反应釜或包装机产能)。• 输送管道:• 材质:优先选用316L不锈钢(表面抛光Ra≤0.8μm,减少挂料)或全氟醚橡胶(FFKM)衬里管道(耐LiPF₆腐蚀及HF侵蚀)。• 弯头设计:采用大曲率半径(R≥10D)的耐磨弯头(内壁堆焊碳化钨或喷涂陶瓷涂层),减少颗粒冲击磨损(LiPF₆颗粒硬度约HV300-400)。• 分离与除尘:• 末端设置“旋风分离器+布袋除尘器+超滤膜”三级分离:旋风分离器(分离效率≥95%)回收大部分LiPF₆颗粒;布袋除尘器(过滤精度0.5μm)捕集细粉;超滤膜(孔径0.01μm)进一步去除微尘,确保排放粉尘浓度<5mg/m³(符合电池行业超净标准)。• 除尘后的尾气需经除湿+除油+活性炭吸附处理(去除残留HF和有机物),再循环回压缩系统(降低氮气消耗)。4. 防腐蚀与防吸附设计• 设备材质:所有接触LiPF₆的部件(管道、弯头、阀门)需采用316L不锈钢(添加Mo元素提升耐蚀性)或衬氟(PTFE/ETFE)材料,阀门可选全氟醚橡胶(FFKM)密封的全通径球阀(耐温-20~200℃)。• 静电防护:管道、设备需全程接地(接地电阻≤4Ω),内壁涂覆抗静电涂层(表面电阻率≤10⁸Ω);发送罐顶部设置防爆阀(防爆等级Ex d IIB T4 Gb),避免静电火花引发粉尘爆炸(LiPF₆粉尘爆炸极限约50-200g/m³)。5. 监控与安全保障• 关键监测点:• 管道压力(实时监测压降,判断堵塞或泄漏);• 料位计(发送罐料位,避免断料或溢料);• 温度传感器(监测LiPF₆是否因摩擦升温,控制在≤40℃,防止分解);• 湿度传感器(监测输送气体露点,异常时触发报警并切换备用气源)。• 应急措施:• 系统配置紧急切断阀(检测到泄漏或超压时0.5s内关闭);• 车间设置HF气体检测仪(电化学传感器,报警阈值1ppm)和自动喷淋系统(中和HF);• 操作区域配备洗眼器、淋浴室及防毒面具(应对HF泄漏)。四、实际应用价值• 提升产品纯度:全密闭输送避免外界杂质(如金属离子、粉尘)混入,LiPF₆纯度可从99.2%提升至99.8%以上(满足高端锂电池需求)。• 降低生产成本:低破碎率(<0.1%)减少细粉产生(细粉需返工或报废),原料利用率提升5%-8%;高料气比减少氮气消耗(较稀相节省60%以上)。• 保障生产连续性:连续稳定输送匹配锂电池生产线的高节奏(如每小时处理1吨LiPF₆),避免因断料导致的生产线停机(传统机械输送停机维护时间占比15%,正压密相可降至3%)。• 符合环保与安全标准:无粉尘逸散(车间粉尘浓度<5mg/m³),HF泄漏风险降低90%以上,满足《锂电池行业规范条件》及OSHA安全要求。五、总结正压密相输送是六氟磷酸锂行业输送技术的优选方案,其核心优势在于解决高吸湿性、低破碎率、无杂质污染三大痛点。实际应用中需重点关注气体超干燥处理、输送速度控制、耐腐蚀材质选择及全流程密封设计,通过系统优化可显著提升LiPF₆的产品质量和生产效率,是锂电池产业链降本增效的关键支撑技术。

